- Оборудование
- Линии профилирующие и профилегибочные
- Линии для производства металлочерепицы
- Линии для производства профнастила (моно)
- Линии для производства профнастила (универсальные)
- Оборудование для производства элементов водосточной системы
- Линии для производства элементов кровли
- Линии для производства сайдинга и стеллажей, полок, мостиков, решеток, спец. профилей
- Оборудование для производства панелей быстровозводимых зданий и силосных башень
- Профилирующий инструмент
- Установки летучего реза
- Линии для изготовления фальцевой кровли
- Линии для производства автомобильных лонжеронов, рамы прицепов, полуприцепов, обвязок, бортов
- Линии для производства армирующих профилей ПВХ систем окон, дверей
- Линии для производства коронирующих и осадительных электродов
- Линии для производства металлоштакетника, заборов, жалюзи
- Линии для производства профилированных труб (штрипс, заготовка)
- Линии профилирования для изготовления изделий горно-шахтного оборудования и назначения
- Линии профилирующие для пенозаполненных профилей гаражных и оконных рольставен и жалюзи
- Линии с лазерной сваркой и резкой в составе линий профилирования
- Линия по изготовлению прессованного настила
- Машина профилирующая для гибки кромки (штрипс, заготовка)
- Оборудование для изготовления шпалерных столбов заборных ограждений и виноградников
- Оборудование для производства элементов дорожных ограждений
- Перфорирующее-гибочное оборудование
- Перечень реализованных проектов по изделиям и профилям
- Линии резки рулонного металла
- Линии поперечно-клиновой и винтовой прокатки
- Линии и станы поперечно-клиновой прокатки серии WRL
- Линии и станы поперечно-клиновой прокатки серии WRL TS
- Инструмент поперечно-клиновой, поперечно-винтовой прокатки
- Нагреватель индукционный
- Линии и станы поперечно-винтовой прокатки серии HRL
- Преимущества технологии поперечно-клиновой и поперечно-винтовой прокатки
- Дополнительное оборудование
- Нагреватели индукционные
- Вспомогательное оборудование
- Кузнечно-прессовое оборудование
- Линии для горячей гибки прутков и заготовок
- Машины для высадки концов труб
- Шаропрокатные станы для производства стальных мелющих, помольных шаров
- Станы поперечно-клиновой прокатки и ковочные вальцы
- Оборудование для производства поковок коленчатых валов ДВС
- Механические прессы
- Прессы серии MN
- Штамповочно-высадочные машины
- Прутково-волочильные станы
- Обрезные пресса
- Пневматические молоты
- Программируемые кузнечно-штамповочные машины
- Обрабатывающие центры для изготовления зубчатых колес
- Модернизация паровоздушных и пневматических молотов
- Линия высадки балки оси прицепа
- Главная/
- Линии и станы поперечно-клиновой прокатки серии WRL TS
Линии и станы поперечно-клиновой прокатки серии WRL TS
Компания АМТинжиниринг является производителем линий и станов поперечно-клиновой прокатки серии WRL TS (два подвижных инструмента) запатентованной конструкции запатентованной конструкции для 2-3 сменного режима работы. Линии поперечно-клиновой прокатки серии WRL TS (два подвижных инструмента) используются для прокатки поковок в автоматическом режиме с минимальными припусками под дальнейшую штамповку или металлообработку (включая автоматизацию подачи заготовок, нагрева, контроля, прокатки, перемещения готовой поковки в место дальнейшей операции). Оборудование защищено более 20 патентами и изобретениями. Использование двух-подвижных инструментов необходимо, когда форма или размер поковки требуют длины инструмента более 1600 мм (1800, 2500, 3000 мм).
Станы АМТинжиниринг в отличие от станов других изготовителей имеют жесткую замкнутую конструкцию, рассчитанную, в зависимости от типоразмера, на распорное усилие от 100 до 1000 т. Конструкция использует стандартные изделия, так ползуны перемещаются на линейных стандартных подшипниках, которые имеют автоматическую индивидуальную смазку с контролируемым и программируемым расходом (опция) либо в ручном режиме оператором при регламентном обслуживании. Направляющие качения уменьшают усилие прокатки на 40% и мощность привода гидростанции на 50%, что позволяет увеличивать скорость перемещения ползуна (привод инструмента) до 180 м/мин (в станах других производителей до 30 м/мин). Из опыт эксплуатации при работе стана в три смены направляющие без замены и шлифовки поработали по 12 лет. За счёт высокой скорости прокатки значительно уменьшается время контакта горячей заготовки с инструментом и соответственно уменьшается нагрев инструмента и, как следствие, увеличивается его долговечность (при высокой скорости деформации металл значительно лучше заполняет форму).

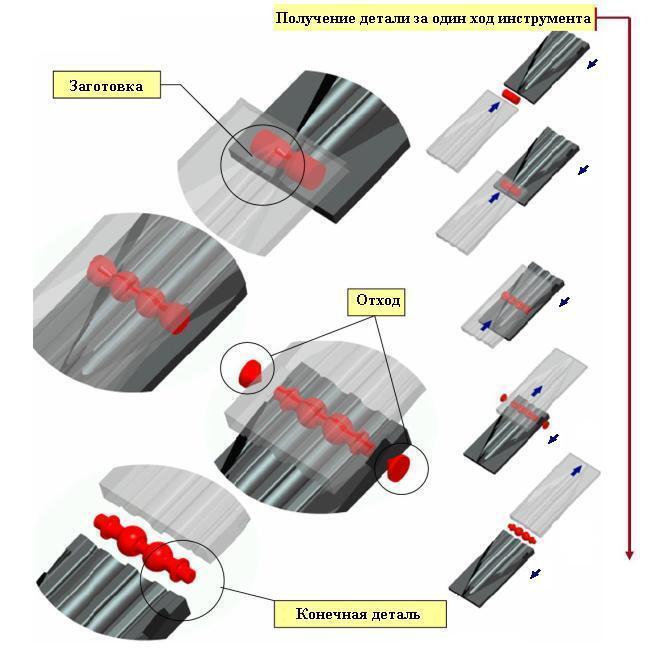
Линия поперечно-клиновой прокатки серии WRL TS представляют собой дальнейшее развитие линии серии WRL и предназначены для получения деталей типа "тел вращения" методом полугорячей и горячей прокатки. Линия поперечно-клиновой серии WRL TS прокатки имеют два подвижных инструмента, что позволяет применять клиновой инструмент длинной до 3,5 м и получать поковки диаметром от 6 - 300 мм. Увеличенная длина инструмента позволяет осуществлять одинарную, парную, тройную прокатку деталей.
|
Модель |
WRL2510TS |
WRL8020TS |
WRL20035TS |
WRL30060TS | |||||
|
Диаметр прокатной поковки, мм |
25 |
60 |
90 |
80 |
90 |
120 |
130 |
200 |
300 |
|
Длина прокатной поковки, мм |
250 |
350 |
500 |
500 |
750 |
600 |
725 |
1200 |
2800 |
|
Производительность, шт/час |
720-900 |
450-600 |
360-500 |
360-450 |
200-400 |
120-240 |
60-180 |
60-180 |
60-120 |
|
Длина инструмента, мм |
1000 |
1600 |
1800 |
2000 |
2500 |
2500 |
2500 |
3500 |
6300 |
Получение поковок (деталей) типа тел вращения из различных марок сталей и сплавов (титановые, цветные, трудноформуемых) холодной, теплой и горячей прокаткой.


Преимущества линии поперечно-клиновой прокатки серии WRL и WRL TS:
- к оэффициент использования металла 0,8-0,98
- скорость перемещения ползуна до 180 м/мин
- время смены инструмента 20-30 минут (при наличии системы автоматического захвата до 5 мин)
- возможна одинарная, парная, тройная прокатка деталей
- стойкость инструмента выше в 20 раз по сравнению с ГКМ
- для производства и ремонта плоского инструмента не требуется дорогостоящее оборудование
- наиболее эффективны при прокатке большой номенклатуры высокоточных деталей сложной конфигурации.
- автоматическая система настройки, корректировки всех параметров в процессе работы линии.
- упрочнение структуры детали и отсутствие эллиптичности
- прокатка несимметричных деталей
- увеличение срока межремонтных интервалов штампов
- работа в комплексе с индукционными нагревателями ТПЧ с непрерывным контролем входных и выходных температур заготовки позволяет снизить энергозатраты и повысить качество штамповок за счет уменьшения окалинообразования.
В линиях WRL TS используется эффективная система охлаждения или подогрева прокатного инструмента:

Наименование модели определяется максимальным диаметром заготовки и длинной прокатного инструмента.
Например: линия WRL9025TS предназначена для прокатки заготовок с максимальным диаметром 90 мм и имеет длину прокатного инструмента 2500 мм.
Производительность линий серии WRL TS при штучной прокатке может достигать 900 шт/час (в зависимости от размера заготовки и мощности ТВЧ-нагрева). При парной прокатке производительность удваивается или утраивается при тройной прокатке.
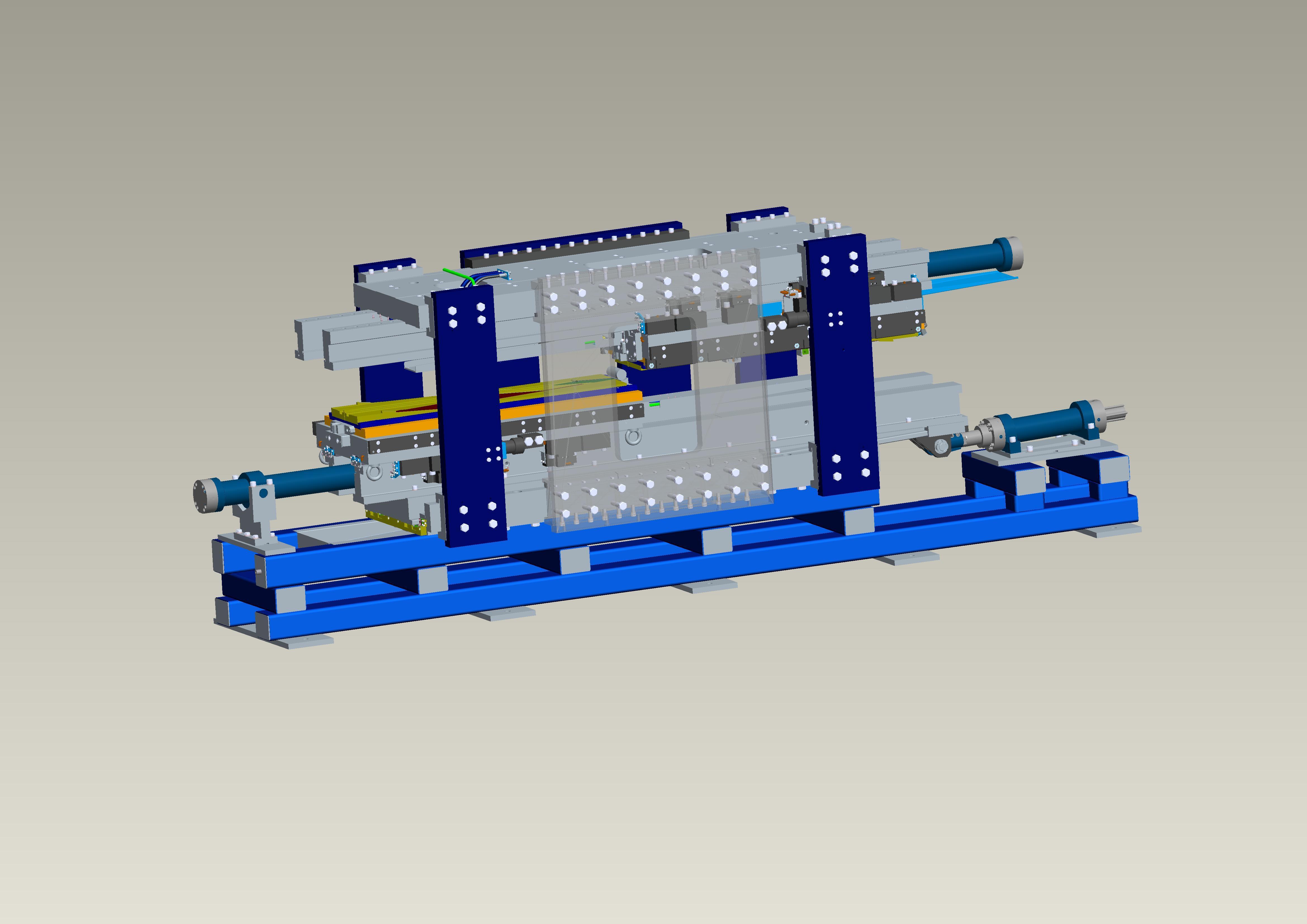
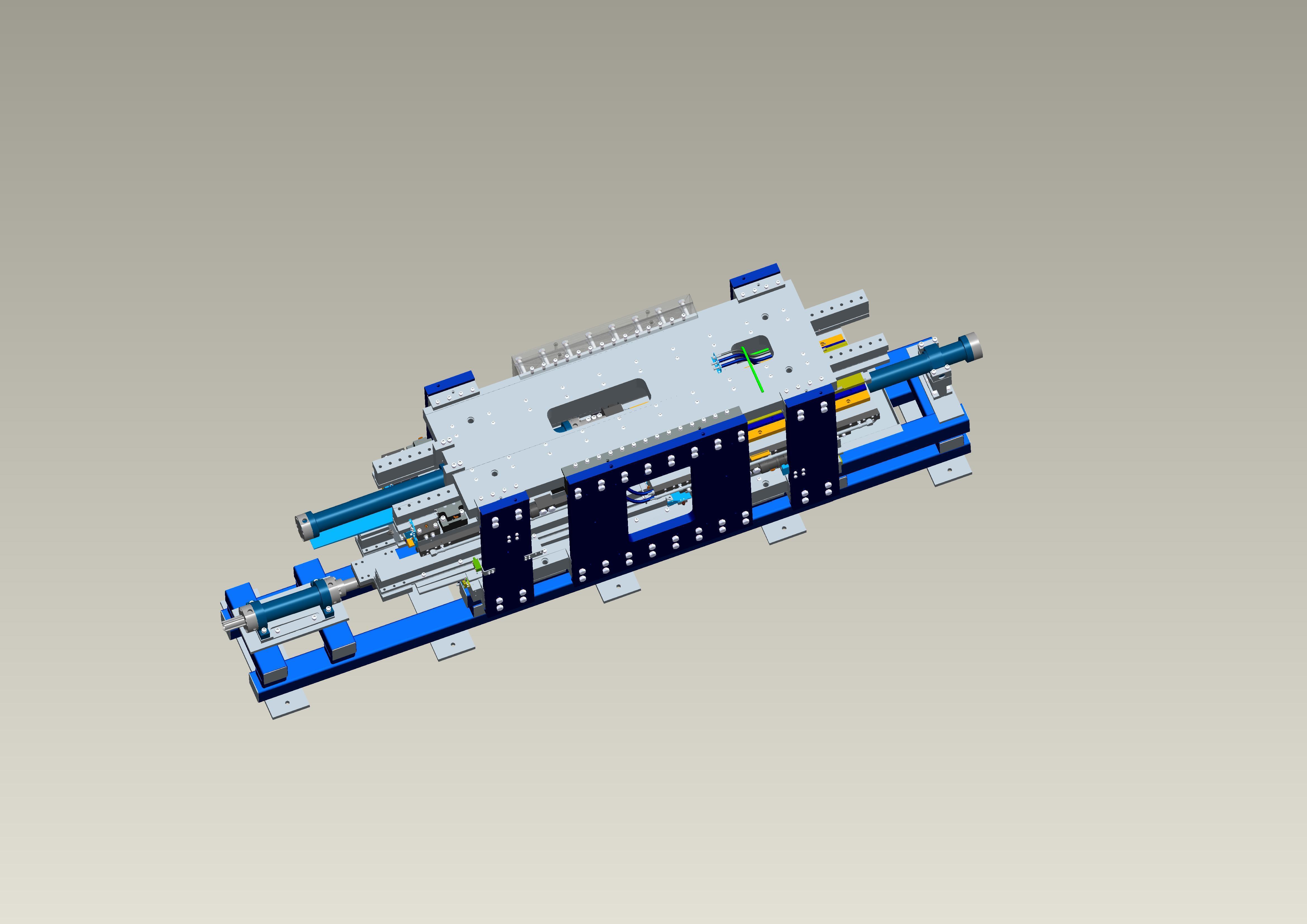
3D модель линии поперечно-клиновой прокатки
Линия поперечно-клиновой прокатки WRL13025TS с ИНУ 1600кВт - производство поковок деталей подвески и трансмиссии авто-тракторной техники

Линия поперечно-клиновой прокатки WRL9018TS - производство валов гидравлических насосов.



Линия поперечно-клиновой прокатки WRL9025TS с ИНУ 800 кВт - производство поковок деталей подвески грузовых автомобилей.



Линия поперечно-клиновой прокатки WRL10025TS - WRL12025TS - производство заготовок валов коробок и главных передач коммерческого и грузового транспорта.


-

Линия поперечно-клиновой прокатки WRL13025TS
Линия поперечно-клиновой прокатки WRL13025TS предназначена для производства поковок диаметром 48-130 мм. (Одинарная, двойная, тройная прокатка). Поставка с индукционным нагревателем заготовок мощностью 1600кВт и 5ю сменными комплектами индукторов, системой подачи заготовок из бункера. В установку загрузки заготовок в прокатную машину входит механизм разбраковки, который обеспечивает разделение отбракованных по температуре заготовок на недогретые и перегретые в соответствующие контейнеры.
подробнее -

Линия поперечно-клиновой прокатки WRL10025TS
Линия WRL10025TS предназначена для производства деталей диаметром 53 - 100 мм ( до 120 мм для линии WRL12025TS) и большой длины (до 145-600 мм). (Одинарная, двойная, тройная прокатка) Поставка с индукционным нагревателем заготовок, системой подачи заготовок из бункера. Система ультразвукового контроля (опция)
подробнее -

Линия поперечно-клиновой прокатки WRL9025TS
Линия WRL9025TS предназначена для производства деталей диаметром 40 - 100 мм и большой длины (до 750 мм). (Одинарная, двойная, тройная прокатка)Поставка с индукционным нагревателем заготовок, системой подачи заготовок из бункера.подробнее -

Линия поперечно-клиновой прокатки WRL9018TS
Линия WRL9018TS предназначена для производства деталей диаметром 40 - 100 мм, длиной до 500 мм. (Одинарная, двойная, тройная прокатка)Поставка с индукционным нагревателем заготовок либо без.подробнее -

Линия поперечно-клиновой прокатки WRL6016TS
Линия WRL6016TS предназначена для производства деталей диаметром 25-60 мм, длиной 350. (Одинарная, двойная, тройная прокатка)Поставка с индукционным нагревателем заготовок либо без.подробнее