- Линии поперечно-клиновой прокатки для изготовления поковок стержней керамических высоковольтных изоляторов ЛЭП
- Производство шурупа путевого ЖД
- Опыт внедрения линий поперечно-клиновой прокатки в современном производстве гаечных ключей
- Оборудование для производства поковок шаровых пальцев
- Новая технология и оборудование для поперечно-клиновой прокатки корпуса горного резца и зубка
- Линии поперечно-клиновой прокатки для изготовления поковок стержней керамических высоковольтных изоляторов ЛЭП
- Оборудование для производства поковок под штамповку из алюминиевых сплавов
- Универсальные шаропрокатные станы для производства помольных шаров диаметром Ø 40, 50, 60, 70, 80, 90, 100, 120 мм
- Главная/
- Статьи/
- Готовые решения/
- линии поперечно-клиновой прокатки для изготовления поковок стержней керамических высоковольтных изоляторов ЛЭП
Линии поперечно-клиновой прокатки для изготовления поковок стержней керамических высоковольтных изоляторов ЛЭП
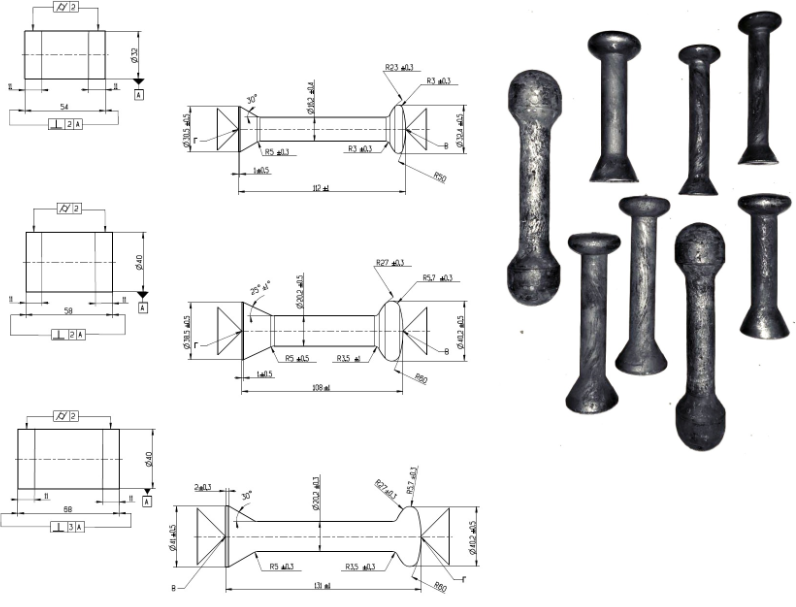
Для прокатки стержней керамических изоляторов ЛЭП предлагаем внедрение линии-поперечно клиновой прокатки в составе с индукционным нагревателем и автоматической подачей заготовок. Используя сменные комплекты прокатного инструмента на одной линии обеспечивается выпуск широкой гаммы стержней. Новая линия позволяет снизить себестоимость стержня, использовать более дешевые материалы, сократить отходы. Внедрение линии поперечно-клиновой прокатки позволяет вдвое сократить численность стержневого участка в сравнении с традиционной штамповкой.



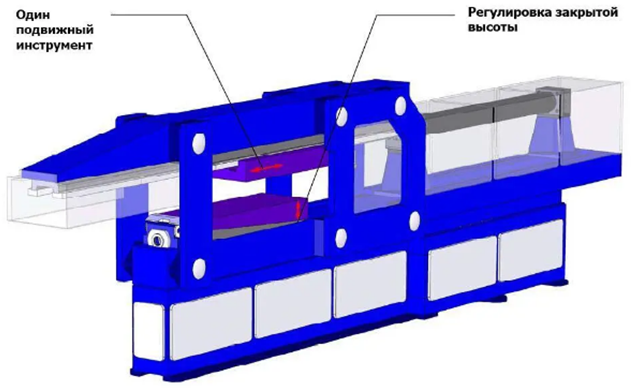
Линия поперечно-клиновой прокатки WRL6012 предназначена для работы со сменными комплектами плоского прокатного инструмента (верхний подвижный и нижний неподвижный). Производительность при одинарной прокатке поковок, шт/час 450…500. Привод подвижного инструмента – гидравлический. Машина прокатная работает от одной гидростанции, которая управляется одним гидроприводом рабочего и обратного хода верхнего ползуна с верхним прокатным инструментом, а также другими гидромеханизмами линии (точная регулировка закрытой высоты, изменяющая расстояние между верхним и нижним инструментами).
Варианты поставки
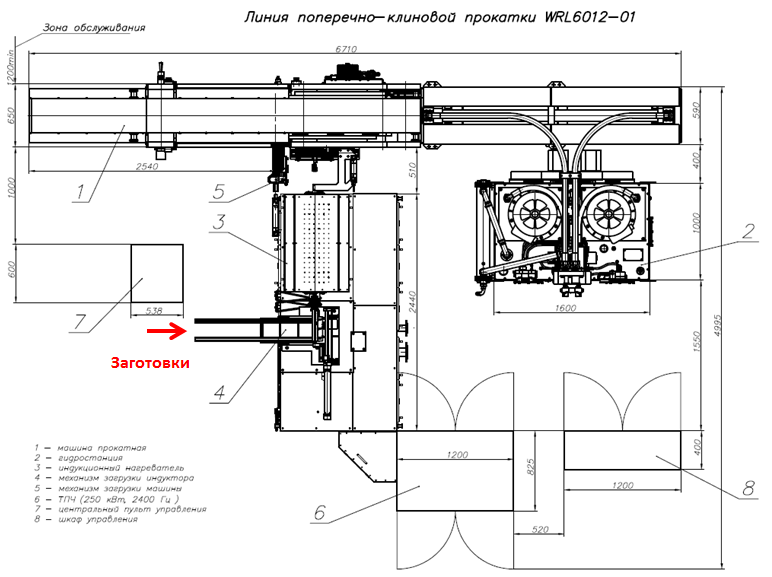
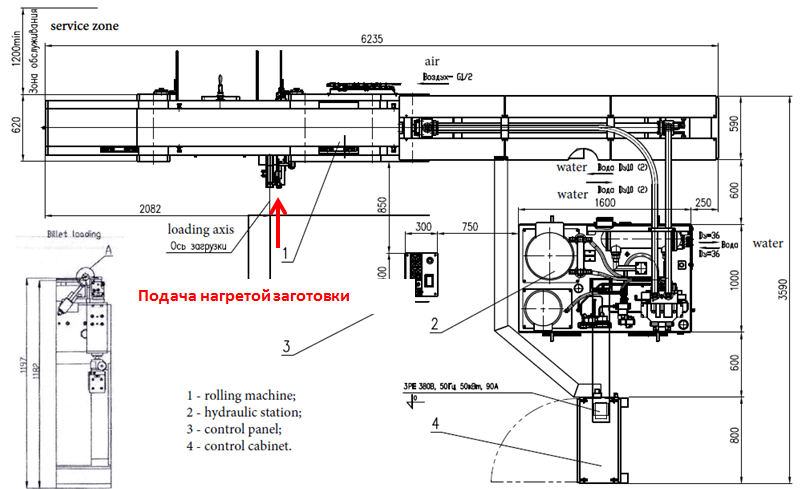
1. Линия поперечно-клиновой прокатки – WRL6012-01 (ручная смена инструмента, время смены комплекта инструмента 20-30 минут оператором линии, фиксация инструмента с помощью болтового крепления). С контролем температуры заготовок пирометром перед подачей в машину, а также механизмом отбраковки перегретых и недогретых заготовок. Без нагревателя.
2. Линия поперечно-клиновой прокатки – WRL6012-02 (автоматическая смена инструмента, время смены комплекта инструмента 5-10 минут оператором линии, фиксация инструмента с помощью гидравлических зажимов управляется с панели оператора). С контролем температуры заготовок пирометром перед подачей в машину, а также механизмом отбраковки перегретых и недогретых заготовок. Без нагревателя.
Варианты установки индукционного нагрева заготовок и автоматизации подачи в составе линии поперечно-клиновой прокатки
1.1. Индукционный нагрев заготовок мощностью 250 кВт с автоматической подачей заготовок из накопительного бункера. Включает контроль температуры заготовок пирометром перед подачей в машину, а также механизм отбраковки перегретых и недогретых заготовок. Цикл нагрева 9-10 секунд.
1.2 Индукционный нагрев мощностью 250 кВт с подачей заготовок из накопительного лотка вместимостью 10-15 заготовок. Загрузка заготовок в накопительный лоток осуществляется оператором по мере расхода. Включает контроль температуры заготовок пирометром перед подачей в машину, а также механизм отбраковки перегретых и недогретых заготовок. Цикл нагрева 9-10 секунд.
С оборудованием поставляется сопроводительная техническая документация (на русском языке)
• Руководство по эксплуатации и техническому обслуживанию; предоставляется компоновочное решение для подготовки производственной площадки Заказчиком с указанием мест расположения и требований к коммуникациям, необходимым для работы линии.
• Общие технические чертежи (сборочные чертежи основных узлов);
• Электронные и электрические, пневматические, гидравлические схемы;
• Во избежание несанкционированного изменения программного обеспечения исходный код программы управления линией передается после окончания гарантийного срока на оборудование. В течение гарантийного срока предоставляется сервисная поддержка программного обеспечения.
• Список запасных частей.
Эстетические и эргономические требования
• Цвет корпуса: синий RAL 5005; подвижные части и защитные экраны: желтый RAL 1023; цвет корпусов шкафов и пультов управления электрической части: серый RAL 7035 (окраска в другие цвета не производится). Возможна окраска каркаса и защитных экранов (кроме шкафов и пультов управления) в другой цвет (опционально: цвет каркаса и окрашенных частей оборудования – антрацитово-серый RAL 7016. Цвет подвижных частей и предохранительных элементов – ярко-оранжевый RAL 2008).
• Управление линией осуществляется в автоматическом режиме с пульта настройки и центрального пульта управления.
• Допустимая температура окружающей среды: от -10°C до +50°C.
• Температура хранения: не более 70°C (в течение 24 ч).
• Относительная влажность воздуха: 80%.
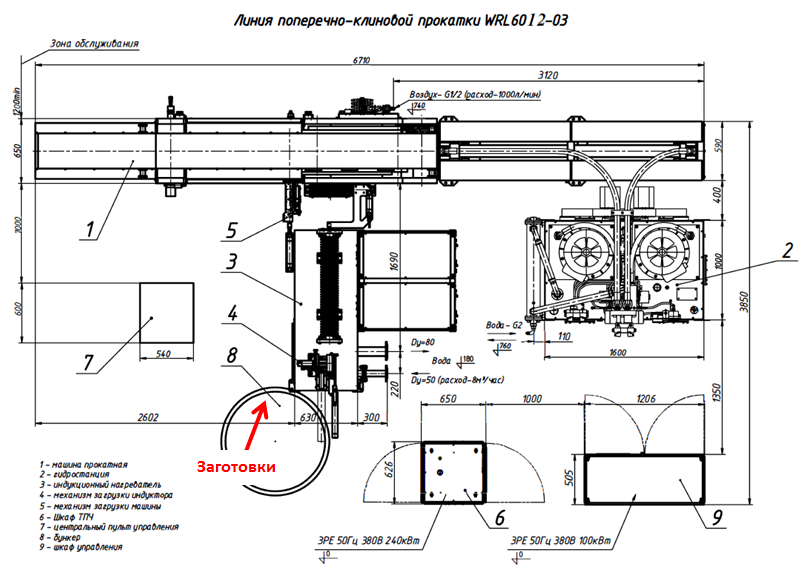
Схема основных узлов линии поперечно-клиновой прокатки

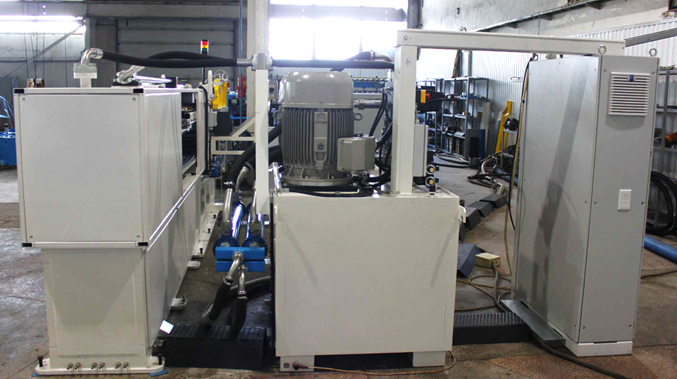
В линии WRL6012 используют эффективную автоматическую систему охлаждения прокатного инструмента во время работы (охлаждается так же гидростанция и индуктор установки индукционного нагрева заготовок):


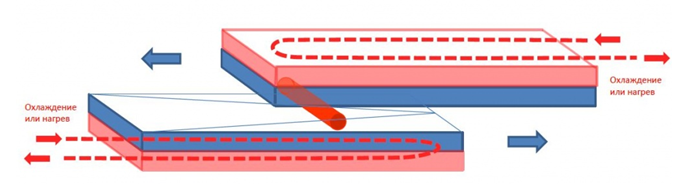
Фото процесса формовки детали из нагретой заготовки (вид с торца / вид сбоку). Верхняя часть инструмента движется слева направо, заставляя заготовку вращаться вдоль поверхности неподвижной нижней части инструмента и подвижной верхней части, контактирующей с набором клиновых элементов, придающих заготовке форму требуемой детали.
Прокатка осуществляется из отдельных заготовок – нагретая заготовка подается в машину сбоку загрузочным механизмом машины. Прокатная машина включает в себя устройство автоматической подачи нагретой заготовки в машину. Машина прокатывает и формирует поковку с помощью инструмента. После прокатки готовые поковки по лотку выгружаются в контейнер. Машина может быть оснащена автоматическим устройством подачи из накопительного бункера, включающим индукционный нагрев и контроль температуры перед прокаткой. В предлагаемом варианте установка нагрева и подачи заготовок входит в линию (вариант 1.1.). Станок оснащен системой поддержания постоянного термостатического режима прокатки (охлаждения инструмента, гидростанции, индуктора).
Высокая степень автоматизации обеспечивает бесперебойную и стабильную работу линии с полным контролем всех параметров (в том числе в сочетании с индукционным нагревателем, контроль температуры нагрева заготовок и отбраковка или подача в линию, система циклической подачи заготовок из бункера, прокатка поковок и передача на следующий этап производства);
Оборудование предназначено для 2-3 сменного режима работы с перерывом на смену инструмента
Линия WRL6012 включает в себя:
1. Машина прокатная;
2. Устройство подачи заготовок в машину прокатную (с контролем и отбраковкой заготовок по температуре);
3. Транспортёр для отвода прокатанных деталей со станка;
4. Пневмооборудование;
5. Гидрооборудование (гидростанция, коммуникации);
6. Система управления (шкаф управления, пульт управления, коммуникации);
7. Устройство смены инструмента;
8. Руководство по эксплуатации, электрические, пневматические схемы и т.д.
9. Индукционный нагреватель заготовок (опция)
10. Накопительный бункер с автоматической подачей заготовок (опция)
Линия поперечно-клиновой прокатки WRL6012 с индукционным нагревом заготовок и полностью автоматической подачей заготовок из накопительного бункера Подачу заготовок в накопительный бункер осуществляет оператор или другое устройство загрузки Заказчика.



Линия поперечно-клиновой прокатки WRL6012-01 с индукционным нагревом 250 кВт с подачей заготовок из накопительного лотка. Подачу заготовок в лоток осуществляет оператор или другое устройство загрузки Заказчика. Возможный вариант поставки.


Планировка загрузки контейнера линией WRL6012 и один набор инструментов (без индукционного нагревателя)

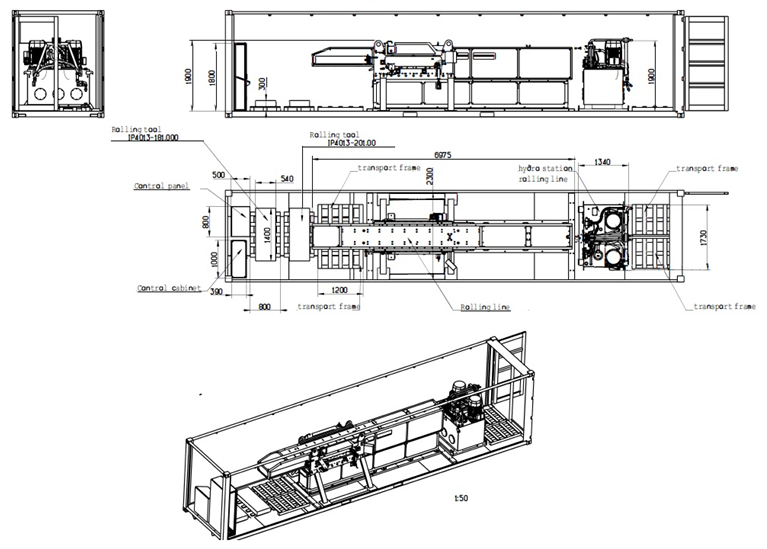
3D модель линии WRL6012 без индукционного нагревателя

Линии планировки WRL6012-01 без установки нагрева заготовок (возможный вариант поставки)


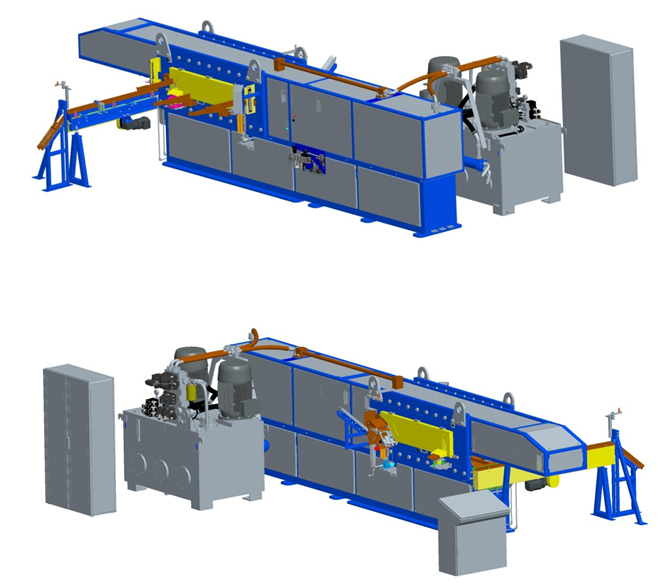
Линия WRL с одним комплектом прокатного инструмента

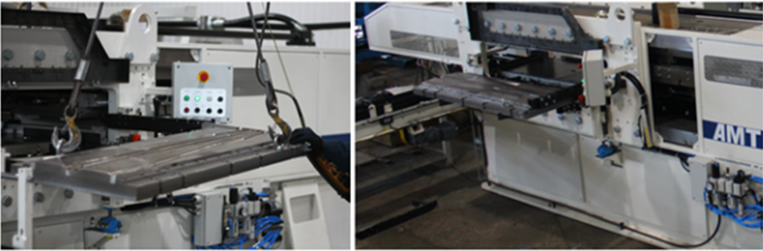
Фото линии WRL6012-01 без нагревателя (включают механизм загрузки заготовки в прокатную машину)




Проектирование и изготовление плоского инструмента для станов поперечно-клиновой прокатки
В кузнечно-прессовом производстве инструмент и оснастка является наиважнейшим формующим элементом при производстве любых деталей. Проектирование и производство инструмента для линий поперечно-клиновой прокатки требует специализированных знаний и опыта, как теоретического так и практического. Имея опытных специалистов-технологов по проектированию инструмента, технологию предварительного моделирования технологического процесса с расчётом оптимальных параметров, инструментальное производство и участок предварительных испытаний, мы обеспечиваем потребность в поперечно-клиновом (плоском инструменте в полном объеме для станов и линий собственного производства (серии WRL и WRL TS).
Сталь клиновых элементов инструментальная быстрорежущая Р6М5 имеет повышенную склонность к обезуглероживанию, повышенную вязкость, хорошее сопротивление износу, хорошую шлифуемость.

Плоский инструмент имеет сборную конструкцию, состоящую из отдельных клиновых элементов, выполняемых с высокой степенью точности (точность калибровки в пределах 0,02 мм, шероховатость поверхностей калибра после чистового шлифования Ra = 0,2 - 0,6). Общая длина инструмента прокатки в сборе может достигать 3000 мм и более.
Клиновые элементы плоского инструмента поперечно-клиновой прокатки обычно изготавливаются в следующей последовательности:
· фрезерование поверхностей гравюры с припуском под шлифовку;
· фрезерование наклонных поверхностей и выполнение на них рифлений, слесарная обработка;
· термообработка клиновых элементов из стали Р6М5 (ГОСТ19265) на твердость 56-61 HRC;
· шлифование гравюры и посадочных поверхностей;
· возможно восстановление и изготовление новых комплектов инструмента с помощью электроискрового станка – данный способ позволяет изготавливать дублеры клиновых элементов на основании испытанных и доработанных (эталонных инструментов);
Данная технология изготовления инструмента обеспечивает исключительно высокую стойкость инструмента к износу:
· Стойкость до перешлифовки инструмента (формообразующих гравюр клиновых элементов) – 100 000…150 000 циклов прокатки;
· Общая стойкость инструмента (формообразующих гравюр клиновых элементов) – 1 400 000 – 2 500 000 циклов прокатки;
У наших заказчиков обладающих опытом и изготовления и обслуживания (ремонта) инструмента стойкость комплекта клиньев доходит до 2 500 000 деталей.



После фиксации болтовым соединением не требует дополнительного выставления.

Сменные комплекты инструмента прокатного
Универсальная прокатная линия позволяет работать с большим количеством сменных инструментов. Используя сменные комплекты прокатного инструмента на одной линии обеспечивается выпуск широкой гаммы стержней. Новая линия позволяет снизить себестоимость стержня, использовать более дешевые материалы. Внедрение линии поперечно-клиновой прокатки позволяет вдвое сократить численность стержневого участка в сравнении с традиционной штамповкой.
Видео работы аналогичной линии: dzen.ru/video/watch/67874a9aa409773dc2fa4447
Мы сами проектируем и изготавливаем прокатные линии и инструмент, что значительно упрощает согласование и реализацию проектов. (Референс-лист реализованных проектов прилагаем).
Наши линии поперечно-клиновой прокатки стержней керамических изоляторов ЛЭП с успехом эксплуатируются ЮАИЗ, ТЭМЗ, Satvvik Industrries (India).
Если будут вопросы пожалуйста задавайте. С целью ознакомления с производственными и проектными возможностями приглашаем посетить наше предприятие. Адрес производства и главный офис: 223054, Республика Беларусь, Минская обл., Минский р-н, аг. Острошицкий городок, ул. Ленинская, 105
Для обоснования экономической эффективности по запросу, готовы подготовить технико-экономическое предложение в соответствии с предоставленными вами чертежами деталей планируемых в производстве.
Будем рады взаимовыгодному сотрудничеству!
С уважением,
_______________________
ООО "Инженерный центр "АМТинжиниринг"
t. +375-17-500-31-13
f. +375-17-500-31-32
+375255001523 (Viber, Whatsapp)
amtengine@amtengine.com
www.amtengine.com