- Оборудование для производства сэндвич панелей изотермических фургонов и рефрижераторов
- Бизнес и миссия
- Референц-лист
- Партнёры
- Скачать Каталоги
- Вакансии
- Новости
- Политика обработки персональных данных
- Главная/
- О компании/
- Архив новостей/
- Новости
Оборудование для производства сэндвич панелей изотермических фургонов и рефрижераторов
Оборудование для производства сэндвич панелей изотермических фургонов и рефрижераторов
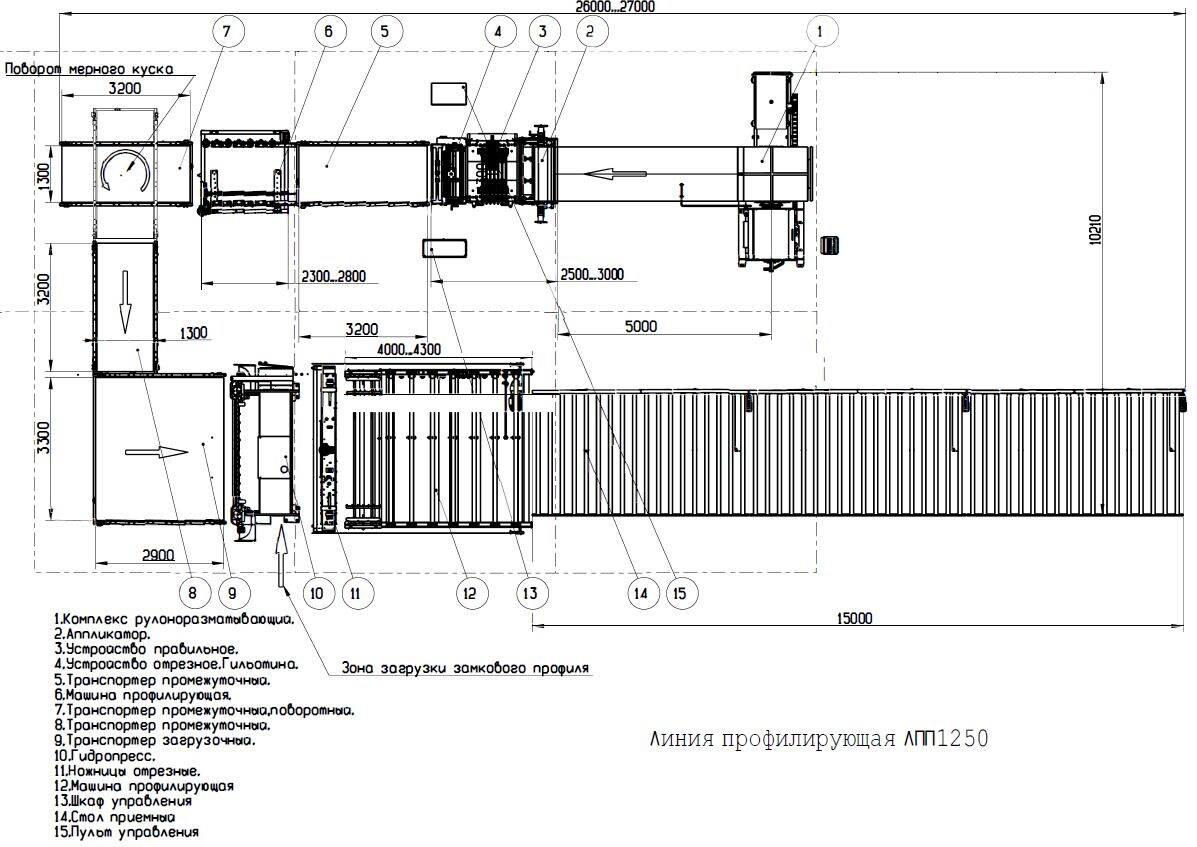
Комплекс оборудования для производства облицовок сэндвич панелей габаритами 4000х14000 мм изотермических фургонов и рефрижераторов c фальцевым замком состоит из трёх независимых профилирующих линий:
- Линии профилирующей для производства облицовок изотермических фургонов с фальцевым замком
- Линии профилирующая дополнительного соединительного профиля фальцевого замка изотермических панелей
- Линии перфорации такелажной планки для крепления груза в изотермических фургонах
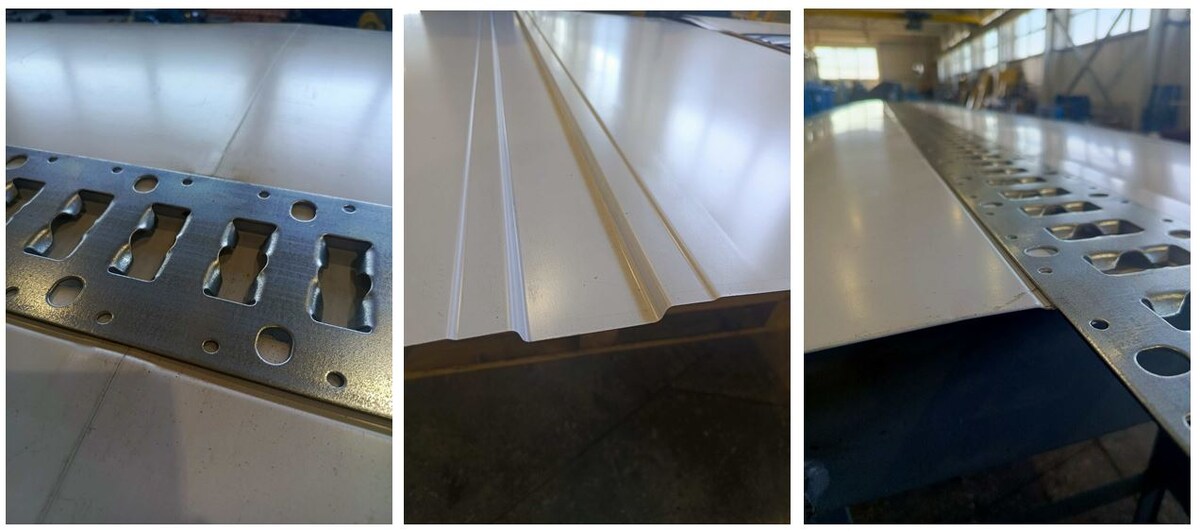
Нами разработано и испытано специализированное оборудование предназначенное для изготовления внешней и внутренних облицовок сэндвич панелей изотермических фургонов из гнутых стальных панелей методом непрерывного профилирования полосовой заготовки. Внутренняя облицовка дополнительно профилируется с пазом на всю длину панели под монтаж такелажной реки для крепления груза. Оборудование позволяет изготавливать облицовки сэндвич панелей размерами до 4000х18000 мм (длина ограничена только приемными транспортёрами). Панели предназначены под заливку пенополиуретанового утеплителя, что позволяет ускорить производственных процесс и минимизировать количество конструкционных «мостиков холода» по сравнению с технологией послойно сборки утеплителя.
Комплекс оборудования для производства облицовок изотермических фургонов с фальцевым замком состоит из трёх независимых профилирующих линий:
- Линии профилирующей для производства облицовок изотермических фургонов с фальцевым замком
- Линии профилирующая дополнительного соединительного профиля фальцевого замка изотермических панелей
- Линии перфорации такелажной планки для крепления груза в изотермических фургонах
Основной технологический процесс работы линии для производства внешних и внутренних облицовок изотермических фургонов подразумевает следующие этапы:
Рулон - нанесение защитной плёнки - правка кривизны рулона - нарезка заготовки необходимой длины - формирования замка на панели с двух сторон - поворот панели и подача в загрузочный транспортер - введение дополнительного профиля скрепления двух панелей - последовательное формирование фальцевого замка соединения двух панелей - создание единой панели необходимой длины до 14000 мм (предусмотрена отдельная отрезная гильотина) - формирование продольной внутренней облицовки с выемкой под монтаж такелажной рейки или формирование ровной внешней облицовки.


.jpg")
Средняя производительность при длине панели 14 м, шт/смена 14…15
.jpg")
Изготовление дополнительного соединительного профиля фальцевого замка происходит на отдельной линии профилирования из рулонного материала с нарезкой профилей необходимой длины.
.jpg")
.jpg")
Изготовление такелажной планки и рейки для крепления груза в изотермическом фургоне происходит на отдельной линии профилирования и перфорации из рулонного материала с нарезкой профилей необходимой длины
.jpg")

.jpg")


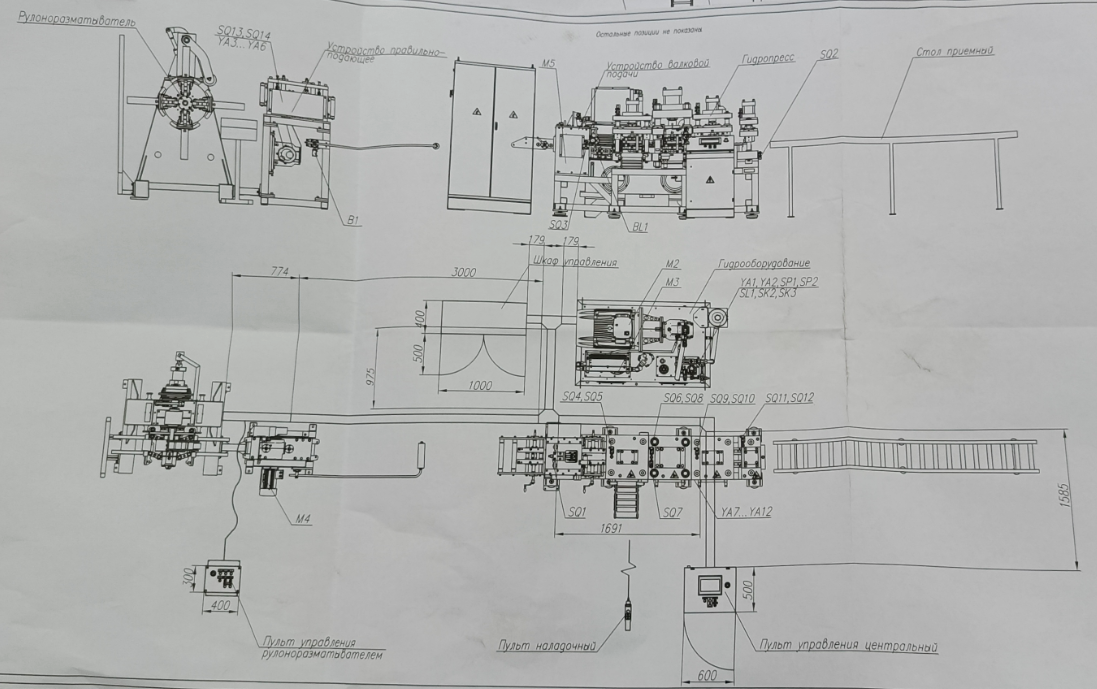
Автоматизация комплекса оборудования для производства облицовок изотермических фургонов с фальцевым замком упрощает работу с заготовками облицовок панелей, за счёт внедрения транспортной системы перемещения заготовок на всём технологическом процессе. Оборудование рассчитано для 1-2 х сменного режима работы.
Заливка пенополиуретанового утеплителя и формирования единой стеновой сэндвич панели фургона, а далее сборка фургона, монтаж такелажной рейки происходит на отдельных сборочных постах на сборочной площадке Заказчика.
Если у вас есть потребность в локализации производства аналогичных профилей и изделий на своём производстве мы можем помочь вам в реализации данного проекта. Более подробная информация по запросу.
- t. +375-17-500-31-13
- f. +375-17-500-31-32
- +375255001523 (Viber, Whatsapp)
- amtengine@amtengine.com